1 旋压成形技术
1.1定义
旋压是一种综合了锻造、挤压、拉伸、弯曲、环轧、横轧和滚挤等工艺特点的少无切削加工的先进工艺,将金属筒坯、平板毛坯或预制坯用尾顶顶紧在旋压机芯模上,由主轴带动芯棒和坯料旋转,同时旋压轮从毛坯一侧将材料挤压在旋转的芯模上,使材料产生逐点连续的塑性变形,从而获得各种母线形状的空心旋转体零件。旋压工艺的加工原理如图1。
根据旋压加工过程中毛坯厚度的变化情况,一般将旋压工艺分为普通旋压和强力旋压两种。普通旋压过程中毛坯的厚度基本保持不变,成型主要依*坯料沿圆周的收缩及沿半径方向上的伸长变形来实现,其重要特征是在成型过程中可以明显看到坯料外径的变化。强力旋压工艺主要依*坯料厚度的减薄来实现成形,坯料外径基本保持不变。
车轮旋压指使用旋轮(或成形轮)将回转体锻坯或管状毛坯进行局部连续旋转压缩以成形其内外截面形状的成形方法。该过程综合了普旋和强旋,在旋压过程中,将毛坯同心地适当装夹在适当的芯模中,当主轴带动毛坯旋转后,数控系统自动控制旋轮运动轨迹,按规定的形状轨迹作往复运动,当每次改变方向时给以一定大小的横向进给,逐步地使毛坯紧贴模具形面,从而得到要求截面尺寸的工件。为了避免工件产生起皱和破裂,应根据变形程度,将变形过程分为若干道次进行,即旋轮要作多次往复运动,且每次之前均给以一定的进给量,有时根据材料的性能,可能需更换芯模和进行中间热处理或者进行加热旋压等。
1.2 旋压技术在不同领域的应用
旋压产品形状各式各样(如图2示),通过旋压可完成成形、缩径、收口、封底、翻边、卷边、压筋等各种工作,其产品广泛应用于各行各业(表6)。
2 旋压技术应用于车轮制造的优越性
2.1 技术先进性
其工艺过程为锻造—退火—旋压—热处理—机械加工—表面处理(喷涂或电镀)工艺,关键技术为旋压加工,属材料精净成形,成形产品精度高,较之铸造材料结构致密,强度高。如图3示,为旋压轮辋及整体轮毂。
2.2 车轮旋压技术
车轮旋压技术是近几年才发展起来的车轮成形新工艺方法,主要针对铝镁合金材料的轮毂(图3),也有部分轮毂采用钢质。国外17英寸以下轿车铝轮的生产以锻坯或环坯经旋压成形已逐步成为主流。近几年国外用锻造、旋压工艺制造了22、24英寸载重汽车无内胎铝车轮,以其造型美观、重量轻、强度高成为钢轮的强劲竞争点。
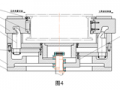
传统的轮毂制造工艺方法是在较低压力(一般在20~60KPa)下浇注(铸造或真空铸造)—热处理—机械加工—最后表面处理,该方法适合大批量生产、生产率高、合格率较高、铝液利用率较高,但表面质量欠佳、成本稍高、技术难度高,而采用锻造—退火—旋压—热处理—机械加工—表面处理(喷涂或电镀)工艺方法生产的轮毂,大大提高了制造精度,有较致密的金相组织和较好的机械性能,易达到轮毂变壁厚等强度要求,而且重量轻、表面光洁,机械加工余量大大减少。此工艺在德国等较发达国家已发展成为成熟技术,目前国内已有较少企业在使用该新技术研究试制铝车轮。图4为车轮旋压几种主要方式。
车轮旋压一般可采用板材劈开式旋压(图4-a)、预制锻坯旋压(图4-c)、无缝管材缩径旋压(图4-b)三种工艺方式。劈开式旋压工艺是将圆盘状板坯用劈开轮通过分层工艺,使毛坯在厚度方向中部被劈成两份,再用成型轮渐步旋压成形;锻坯强旋工艺是将锻坯进行若干道次的强旋,从而达到轮辋型面尺寸要求。
2.2 所具有的优点
1)节省原材料。避免了通过机加方式生产时切削掉大量毛坯材料的情况,可直接旋压,无需对表面进行精加工。旋压技术还可旋制出变截面厚度的轮毂,在满足车轮强度指标要求的前提下,可适当减薄轮毂厚度,从而减少了原材料用量和车轮重量。
2)铝镁合金有很好的导热性能,可大大延长汽车、摩托车轮胎使用寿命,特别是高负载卡车轮胎的寿命。(根据欧洲车轮生产商“ALCOA”公司测试数据,铝合金轮毂使轮胎最长可延长20%的使用寿命)。
3)实现变壁厚等强度要求,强度性能良好。轮辋厚度较易控制,能方便的满足车轮等强度的性能要求,能较好的保证产品精度及强度要求。在相同情况下,同一规格的旋压(锻造)铝合金车轮的力学性能比铸造轮高约18%以上,而质量要轻15%。
4)车轮内外表面质量良好,无序后续精加工,减少了工序。旋压后的产品无需精加工就能达到很好的表面精度,减少了加工工序。
5)外形美观。由于旋压轮辋壁厚较易控制,因此在满足等强度要求的情况下,可灵活设计造形,美观可*。
6)节约成本。生产制造成本大为减少,批量化生产更有利于节约成本。
7)市场前景广阔。由于先进的技术和产品良好的性能,用旋压方法生产的车轮市场前景广阔。
8)属先进特种成形技术,是目前成形大尺寸车轮的较少方法之一,利润空间极大。(目前常规尺寸铝车轮利润率约为45%~50%)。
9)技术难度及复杂程度较之真空铸造简单方便,容易实施。
3 技术成熟性
3.1轮毂旋压设备
轮毂旋压机具有较高的自动化程度,配套上下料机器人、周转带,是规模化生产线中的关键设备,能达到每分钟生产2~4件的生产节拍。具有立式和卧式两种结构,旋轮头可正负向高速工作进给,在一个工步可完成粗旋和精整过程,辅助工序少,产品质量及效率较高。
国外旋压机制造企业有德国莱菲尔德、WF,西班牙DENN,国内有长春55所、北京金时特、北航工艺研究所等。这些国外企业具有较悠久的旋压设备制造历史和丰富经验,在国内有大量的旋压设备正在使用,技术较为成熟。国内企业近年也设计制造了一些设备并投入使用,其综合性能基本能满足市场要求。
3.2 工艺技术
旋压成形轮毂技术在德国已发展成熟,并有产品应用于市场。目前国内虽没有成熟产品,但已有个别在旋压领域具有权威的企业已基本试验成功,比如西安航天动力机械厂、山东济宁车轮厂等,相信很快将会有具有自主知识产权的产品投放市场。
4 前景
旋压成形法是在热锻工艺基础上发展起来的,锻造制坯后进行旋压成形,提高了制造精度和强度,机械加工余量大大减少。旋压轮毂由于不受尺寸制约、产品美观、性能良好、安全性高、节省材料、节约能源等因素,其发展势头良好,旋压技术属先进成形技术,其铝合金车轮旋压技术水平已基本趋于成熟,在国内已引起较多公司的关注,正逐步向批量生产转化。另外,已有企业及研究机构开始着手研究镁合金旋压成形技术,但目前尚无旋压成形镁合金车轮技术研究报告。随着国内铝镁合金产业化的飞速发展,铝镁合金旋压车轮必将有一个巨大的市场需求。
5 规模化生产条件
要达到规模化生产必须要有可*的原材料来源,建立合适的生产线,以批量化生产模式经营,产品规格要多样化,市场定位要明确,确立一个以上的战略合作采购商,并具有先进的管理模式,能适应市场的变化。